BioFlux®: The Solution for Challenges of Renewable Feeds
By Matthew Clingerman, Business Segment Leader, Sulzer GTC Technology

The dramatic growth in energy consumption has also hastened a transition to modern fuels that are both clean and sustainable. Fossil fuels still dominate the energy landscape, but new, more stringent regulations have advanced reductions in harmful vehicle emissions. Clean fuels based on renewable feeds are vital to meeting the energy requirements of the future, and consumption of biomass-based fuels has become the drive force towards a more environmentally conscious energy supply.
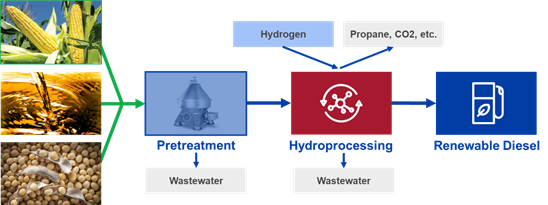
Renewable diesel, also referred to as hydrotreated vegetable oil (HVO), is a fuel derived from hydroprocessing of biomass-based materials. As shown in Figure 1, various feedstocks are purified from biomass using multi-step pretreatment processes. Once pretreated, hydroprocessing is used to convert the triglyceride, lipid, or other biomass-based feedstocks into HVO. The resulting product meets ASTM D975 specifications for Tier III diesel in the USA and EN 590 in Europe as a drop-in fuel, indistinguishable from petroleum diesel. Sustainable aviation fuel (SAF), also derived from the same renewable resources, can be produced by the same processes as HVO.
Renewable Diesel Feedstocks
Renewable diesel can be produced from a variety of feedstocks, such as vegetable oils, PFAD/POME, and used cooking oil. Solid biomass, such as wood waste or tall oil, can be used after conversion with pyrolysis or liquefaction processes. However, the availability and price of some feedstocks will continue to strongly influence the economics of renewable diesel production. Regional availability, logistics, and price all weigh heavily . Other operating expenses, such as hydrogen and catalyst, will also have an impact on the cost of conversion. Each of the feeds listed above have similar issues related to levels of contaminants and unsaturated hydrocarbons that influence reaction kinetics, and as such, hydrogen consumption and catalyst deactivation rates.
Benefits of Renewable Diesel
The benefits of renewable diesel over biodiesel have been well-publicised throughout the market. In short, these benefits include:
- Compatibility with existing engine and infrastructure: HVO is chemically identical to petroleum diesel, and therefore the existing infrastructure and engines can accept these fuels without blending limits.
- Lower greenhouse gas emissions: when compared to petroleum diesel, the EPA reports 64% reduction in lifecycle greenhouse gas emissions for biofuels produced from distiller’s sorghum oil.
- Flexibility: renewable fuels are replacements for conventional diesel, allowing for multiple products from various feedstocks and production technologies that do not interrupt global food supply chains.
Challenges in HVO Hydroprocessing
In hydroprocessing of petroleum-based feedstocks, the conventional trickle-bed design transfers hydrogen from a vapor phase into the hydrocarbon liquid where it will be available to react with the hydrocarbon. Excess hydrogen is circulated by expensive compressors that are also high consumers of electricity. Catalyst coking is another primary concern as the exothermic hydrotreating reactions become difficult to control in the conventional systems.
Biomass-based feeds add further complications to the process. Most renewable feedstocks derived from biological sources are highly olefinic and/or contain high levels of heteroatom contaminants, such as oxygen, nitrogen, sulfur, etc. In order to produce a valuable product from such highly olefinic and highly contaminated feedstocks, a large amount of hydrogen is required, typically between 1500-2500 scf/bbl. Furthermore, these highly exothermic reactions generate significantly more heat than typical hydroprocessing of petroleum products. The excessive amount of heat generated while hydrotreating biomass increases the likelihood of catalyst coking and deactivation.
Byproducts are also a unique concern in hydroprocessing of high-contaminant biomass feedstocks. In petroleum hydroprocessing, heteroatoms are reduced to very low levels and generally do not impact the process. The same is not true for biomass hydrotreating, where reactions generate high levels of harmful byproducts. Inhibition effects of H2S and ammonia are well-known in hydroprocessing, but water is particularly damaging to the catalyst and must be kept below certain levels to avoid complete degradation of the catalyst. Therefore, it is crucial that the quantities of these byproducts be controlled to prevent or minimise damage to the system.
The BioFlux Process
A novel hydrotreating technology called BioFlux has been developed to address the key issues plaguing the renewable diesel operators. BioFlux® Pretreatment is a thermal degradation process that uses heat to remove contaminants as an alternative to the washing and separation steps that have higher utility consumption and lead to higher hydrogen consumption in the hydrotreating unit. BioFlux Pretreatment reduces CAPEX by more than 75% as compared to other pretreating units.
The BioFlux® Hydrotreating Unit has been designed to overcome the key deficiencies of the trickle-bed design by completely dissolving hydrogen into the liquid. Volumetric flux is maximised in the reactor, and the proprietary reactor internals ensure complete mixing of feed and hydrogen for even distribution across the catalyst. In the first stage, triglycerides are reacted with hydrogen to remove oxygen and saturate olefins, which generates a diesel-range hydrocarbon product. Water, propane, and other byproducts are also generated. After byproduct removal, a portion of the first reactor product is recycled and mixed with fresh feed. This recycled effluent provides three benefits:
- Pre-heat for the fresh feed, which reduces the requirement for supplementary preheat
- Supply of additional hydrogen, and
- Elimination of large gas recycling.
Combined, these changes lead to a 25% reduction in CAPEX and a 25 – 50% reduction in OPEX in the hydrotreatment section.
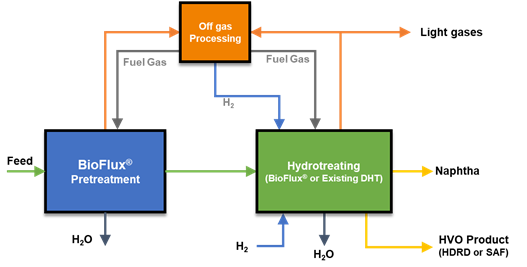
The BioFlux hydrotreating reactors are based on MaxFlux® technology. Used for petroleum feedstocks, MaxFlux overcomes the key deficiencies of the trickle-bed design by completely dissolving hydrogen into the liquid. The same design principles form the basis of the BioFlux technology. The reactor design maximises volumetric flux and the proprietary reactor internals ensure that the feed and hydrogen are completely mixed and evenly distributed for complete catalyst wetting.
In this two-stage process, the feedstock is first reacted with hydrogen to remove oxygen and saturate olefins, which generates a paraffinic hydrocarbon in the diesel boiling range through the reaction pathways described above. Water, propane, and other byproducts are also generated. These are removed in a separation process, after which a portion of the product is recycled back to be mixed with the fresh feed. The second stage is a hydroisomerisation reaction, which improves the cold flow properties.
BioFlux Product Yields
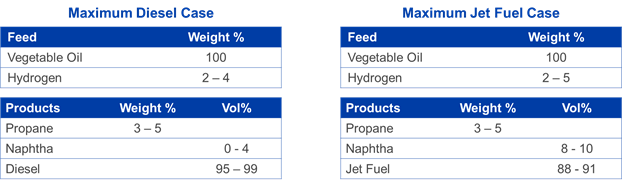
The yields from BioFlux on a weight percentage basis are shown in Table 1. The properties of renewable diesel from BioFlux are compared to three different diesel specifications in Table 2: ASTM D975 (US), EN590 and EN15940 (Euro). ASTM D975 is the US standard for various types of diesel engines. There are seven different grades in this standard and BioFlux Renewable Diesel meets the No. 2 Grade and can be used interchangeably. EN 15940 is the European standard for paraffinic diesel fuels. Vehicle manufacturers will validate use of these fuels in the engines they supply, because one can see that specifications within EN 15940 have different ranges than standard diesel (EN590), such as a lower density. However, as a blending component, BioFlux renewable diesel also meets the specifications according to EN 590.
Summary
BioFlux technology is a low-CAPEX, low-OPEX solution for hydroprocessing of bio-based materials with higher levels of contaminants and olefins. By using a high liquid flux mode of operation, BioFlux successfully manages reaction zone temperature and minimises formation of reaction byproducts. This increases the yield of the higher valuable, drop-in renewable diesel product with lower hydrogen consumption. The process offers superior operational stability for extended catalyst life and is suitable for grassroots or revamp units, either standalone or in an integrated facility.