Decarbonize FCCU Catalytically
Written by: Gowri Shankar Jayabalan, Technical Services Consultant, Ketjen Singapore Pte Ltd
Fluid Catalytic Cracking Unit (FCCU), a key conversion unit, is a significant contributor to the overall margin of any refinery. FCCUs are highly profitable carbon rejection machines. For a given feed and catalyst system, the higher the conversion, the higher carbon rejection and higher the net overall CO2 emission. Given the global and refinery mandates on CO2 emission reductions, a key challenge for many FCC operators is to lower FCC CO2 emissions, whilst maintaining margin uplift.
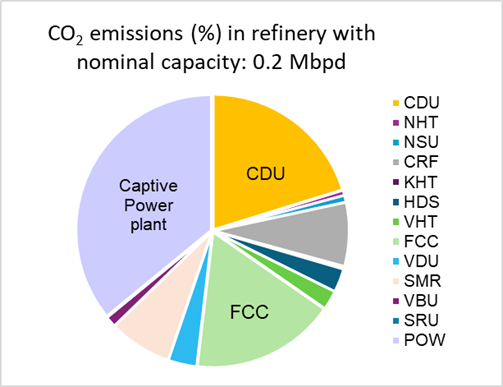
In general, FCC units contribute 20-40% of CO2 emissions in a refinery. Excluding crude distillation unit furnaces and captive power plants, the FCC unit is the largest contributor of CO2 emissions.
However, there are multiple pathways refiners can take to meet their goal of reducing FCC CO2 emissions. These are:
- Adjustment/optimization of FCC unit operations
- Utilization of renewable feeds in FCC
- Adopting technology for CO2 capturing/hardware modification
- Adopting advanced FCC catalyst and additive technologies
For any particular FCCU, a combination of approaches may be needed to reach its decarbonization targets. In this article, we primarily focus on the application of FCC Catalyst and additive technologies to profitably enable an FCCU’s decarbonization needs.
Catalytic Approaches to Reduce FCCU CO2 Emissions Ketjen has commercialized the DENALITM catalyst family targeted primarily for resid operations, which desire extremely low delta coke and conversion, while delivering excellent bottoms upgrade. DENALITM can be formulated to target specific product profile as desired, be it transportation fuels or light olefins such as propylene and butylene. In the following, we present an illustrative case study that demonstrates how these catalytic benefits can be used to reduce CO2 emissions. Typical of most Asian FCCUs, an FCC unit processing heavy residue feed,
equipped with two-stage regenerators and a catalyst cooler is considered for this simulation study. Table 1 summarizes the various simulations performed.
Table 1: CO2 reduction with DENALITM catalyst
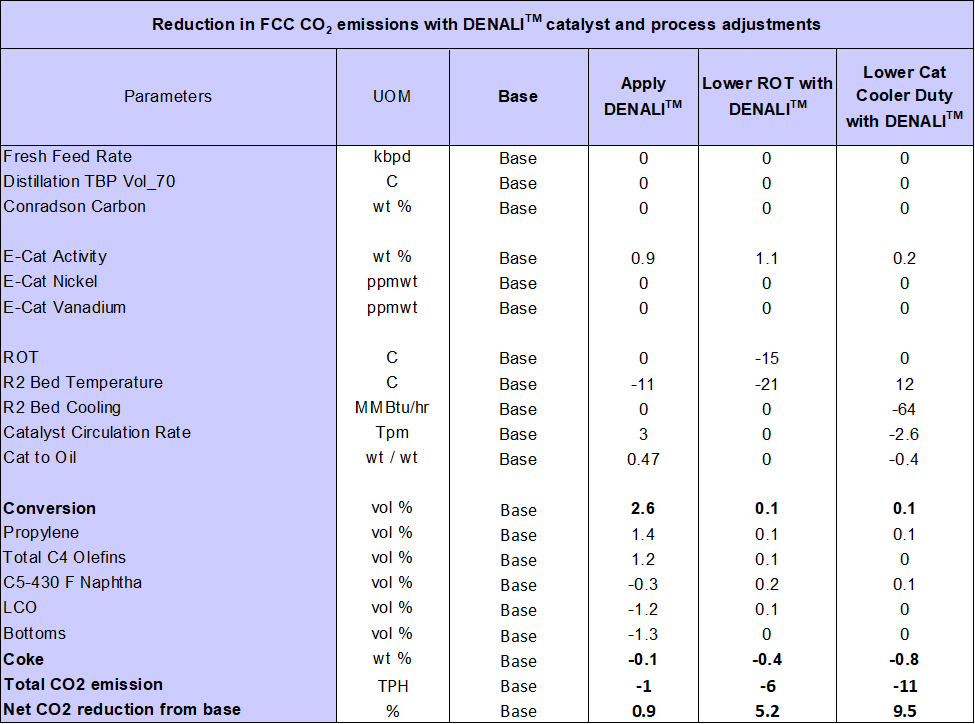
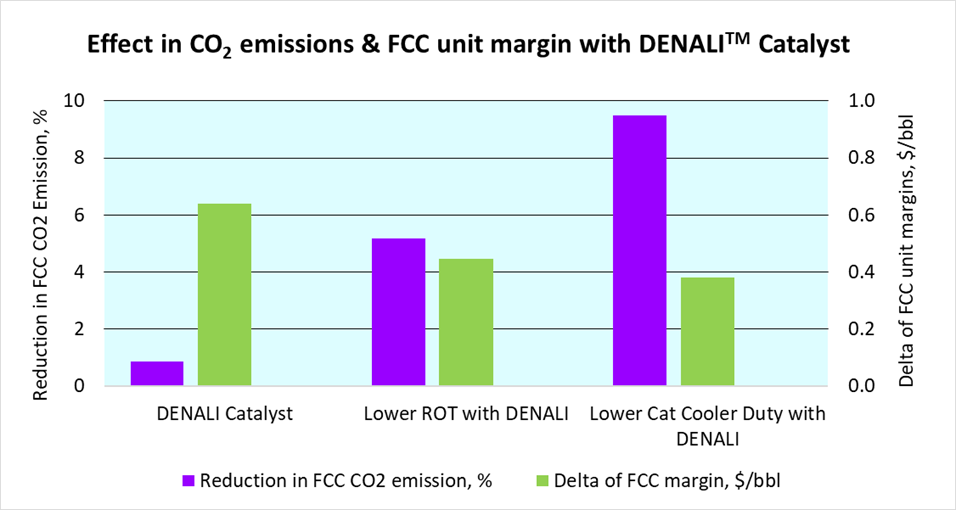
Relative to the base case, the lower delta coke and superior activity retention of the DENALITM catalyst results in CO2 reduction of ~ 0.9 wt%, while increasing the conversion by ~ 2.5 vol%. In cases 2 & 3, further optimization of process variables in pursued, with an intent of maintaining the baseline conversion and yield pattern, while allowing further reductions in coke yield and CO2. Optimization of FCC riser temperature targeting the same base conversion provides ~ 5% reduction, while optimization of catalyst cooler duty targeting the same conversion yields ~ 9.5% reduction. Figure 2 shows relative comparison of the CO2 reduction versus the margin uplift against the base case and provides an interesting perspective. Application of state-of-the-art catalyst such as DENALITM can provide a significant relief in CO2 reduction at a given conversion level. Furthermore, the flexibility provided by such catalysts enable refiners to thread the needle between their carbon reduction needs and FCC margin requirements, taking into consideration their own specific economics.
Figure 2: CO2 reduction vs. margin uplift
CO2 reduction using state of the art ZSM-5 additive: DuraZOOM-MATM
An alternative approach for lowering CO2 is to employ ZSM-5 additives with enhanced activity. Many refiners in Asia operate integrated FCC complexes with downstream petrochemical complexes with a target approach to maximize light olefins yield. While current propylene prices are depressed, the prices are expected to recover in the medium to long term, so in that scenario, they provide an additional degree of freedom for CO2 reduction.
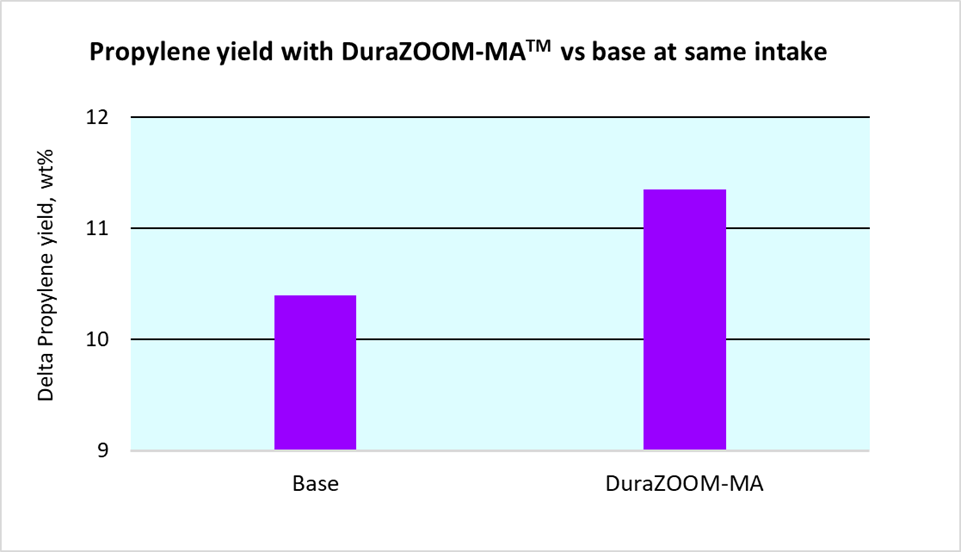
At Ketjen, steady improvements have been achieved over years of continuous R&D work, primarily focused on improving the intrinsic activity, stability, and distribution of the components and physical properties of ZSM-5 additives through superior binding technology and optimized manufacturing routes. DuraZOOM-MATM is a result of this effort and is expected to deliver a significant boost in C3= yield at the same intake, compared to previous DuraZOOM-HATM. Figure 3 illustrates effect in C3= yield with DuraZOOM-MATM vs HATM at same intake.
Figure 3: Effect of C3= yield with DuraZOOM-MATM vs base case ZSM-5 at similar intake
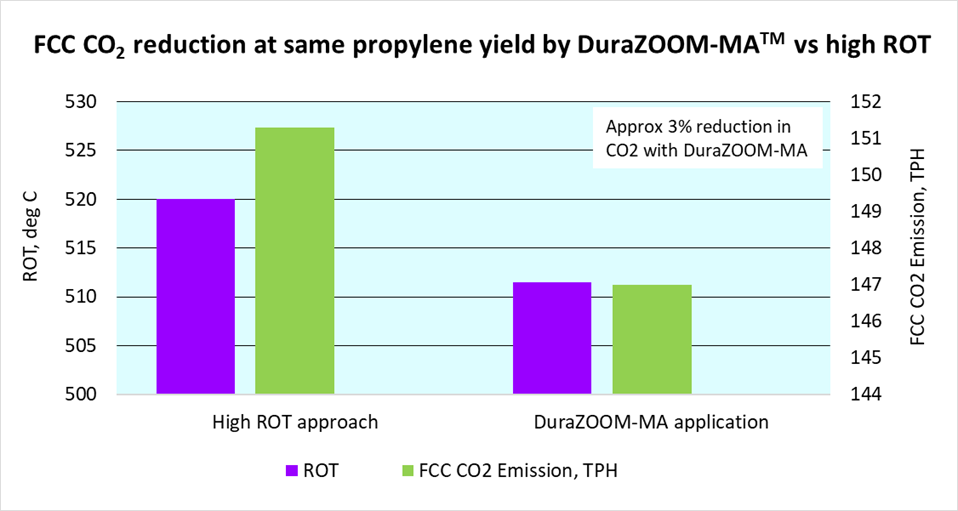
Typically, most refiners increase ROT to maximize C3=, however it results in higher CO2 emissions. Alternatively, in such a scenario where C3= yields are most desired, an alternate approach could be the employment latest ZSM-5 additive technology such as DuraZOOM-MATM Figure 4 illustrates the benefit of applying DuraZOOM-MATM compared to alternate carbon intensive approaches such increasing ROT, which results in the same C3= yield at ~3% less CO2 emissions.
Figure 4: CO2 reduction at same propylene yield with DuraZOOM-MATM vs high ROT approach
Conclusion
Given the global and refinery mandates on CO2 emission reductions, reducing FCC CO2 emissions, whilst maintaining margin uplift will remain a critical challenge for many FCC operators. Application of latest catalyst and/or additive technology could be an effective option to consider for achieving a significant reduction in FCC CO2 emissions while maintaining unit margins. Conducting a commercial unit trial, would help the refiner quantify the actual benefits of CO2 reduction and unit margins, and will help the refinery operator to define the road map towards CO2 emissions reduction.