Unconventional Improvement of Propylene Recovery Yield at the PP Splitter
By: Massimo Capra, Aggreko Process Services Manager

Propane-Propylene Splitters (PP Splitters) equipped with thermocompression are used to upgrade large amounts of Refinery Grade Propylene (RGP) to Polymer Grade Propylene (PGP), this configuration does not rely on reboiling heating mediums and very little on utilities conditions. Still deterioration of the cooling water temperature is the cause of lower Propylene recovery yield.
This whitepaper also presents a case study that documents process conditions, yield of recovery, final set-up and economic evaluation of a condensation improvement project for rent, which exploited industrial refrigeration equipment (mobile chillers) applied to distillation: PP-Splitter.
In crude oil refineries, Propylene is obtained as byproduct of thermal or catalytic treatment of heavy oil fractions, specifically Coking, Visbreaking, but mainly Fluid Catalytic Cracking where olefins are produced due to exposure of hydrocarbons to high temperature with reactions directly driven by specialised catalysts. Propylene, as other olefins, can be used directly in the alkylation unit to produce alkylate, an high octane and low RVP blending stock for naphtha to correct its volatility and match the antiknock requirements of final gasoline. A more profitable route is to produce Polymer Grade Propylene (PGP, 99.5%wt) and Chemical Grade Propylene (CGP, 92%wt) out of Refinery Grade Propylene (RGP, 65-70%wt).
More than half of the world propylene production is obtained via steam crackers while 30% of the word production is generated directly by refineries (FCC is the
main producer) which can sell their RGP to petrochemical plants specialised to produce CGP or PGP. In order to harvest on high value Propylene Grades large refineries are equipped with Propane-Propylene Splitters (PP Splitters), especially if integrated with petrochemical productions.
The premium price paid by CGP and PGP justifies investments in PP Splitters to produce higher grade Propylene, as higher grades are utilised in the synthesis of
different chemicals: Polypropylene (67%), Acrylonitrile (7%), Oxo Alcohols (8%), Propylene Oxide (8%), Cumene (6%), Acrylic Acid (4%).
PP Splitter Operations
Refineries with onsite separation facilities to recover high-purity propylene may operate conventional distillation equipment, which include a reboiler utilising low-pressure steam and water-cooled condensers, while gas cracking plants may use quench water to reboil the PP Splitter.
The top condensation temperature is set by the available cooling water temperature, in order to limit the condenser size the ΔT approach should be approx. 5-10°C, consequently the top pressure of the PP-Splitter will be very close to the resulting propylene vapor pressure at the corresponding condensation temperature: typically around 20-23 barg.
In other words, the higher is the temperature of the available cooling water the higher the top pressure of the PP Splitter will be. When considering a condensation
at 50°C the propylene vapor pressure is 2071 kPa abs while the propane vapor pressure is 1720.4 kPa abs, the resulting relative volatility is 1.2. The higher the operating pressure of the PP-Splitter the lower the relative volatility will be, increasing the required trays to achieve the desired grade: typically PP separations by conventional distillation requires a high number of trays, between 150 and 200.
On the other hand, operating the distillation at low pressure increases the separation efficiency as the relative volatility will increase, this will also allow reduction of the liquid-vapor internal traffic as well as trays.
Case Study: The Problem
Modern PP-Splitters perform condensation-reboiling by thermocompression (see fig.2). As the distillation is conducted at low pressure (8.3 barg) the gross overhead
dew point is increased from 24°C to 46.6°C by increasing the pressure up to 18.2 barg. The Column bottom is reboiled at 38.5°C and 11.6 barg, this allows the reboiling
and condensing operations to be performed in a single heat exchanger utilising the condensing vapors as reboiling medium.
As a rule of thumb, the water-cooled condenser approximately removes the equivalent thermal power introduced by the compressor, when total condensation
is achieved.
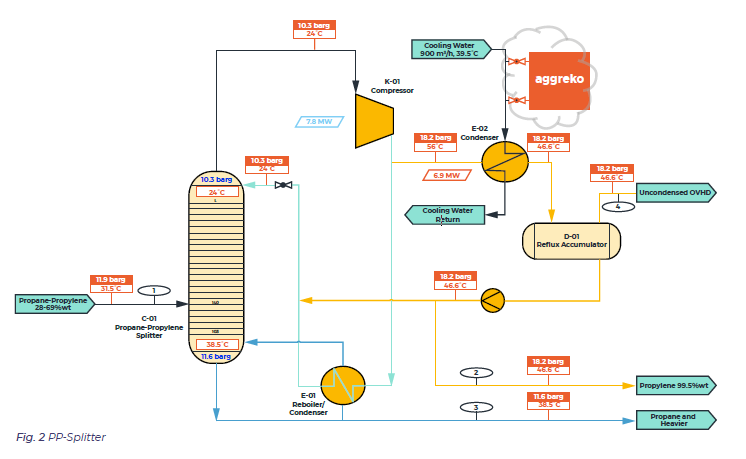
The above splitter produces PGP (99.5%) out of RGP granting a recovery yield of 99.7% of the propylene feed when the cooling water temperature at the condenser E-02 is lower than 36.9°C. At higher water temperature vapors are vented from the Reflux Accumulator D-01 (see tab.1 & 2 for material balance).
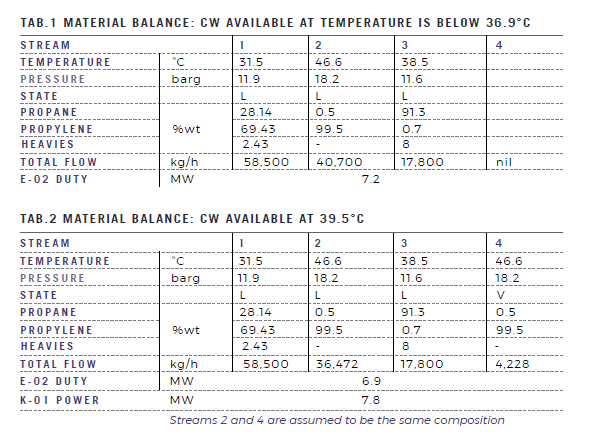
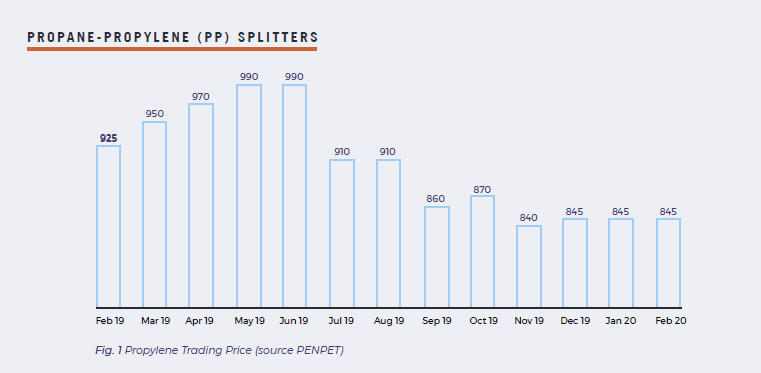
Historical records showed Cooling Water temperature supplied at E-02 as high as 39.5°C in Summer Day Time with recovery yield dropping down to 60%, this forced
the operator to reduce the PP-Splitter capacity: at 910 Euro/t (trading price of propylene at project time) losing 4,228 kg/h of PGP meant flaring 3,800 Euro/h for at least 7 hours/day. A 100 days project totalling Euro 2.7 mil.
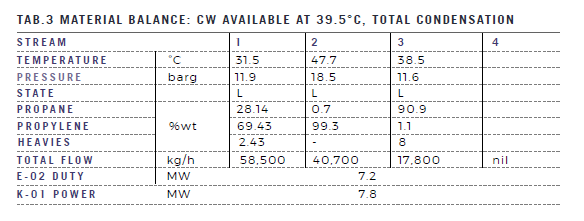
Alternatively, the pressure at the condenser E-02 can be increased up to 18.5 barg, as this is the condition for total condensation when the cooling water temperature hits
39.5°C.
The compressor flow rate will drop 5% and with it the reboiler duty: the purified propylene concentration will be off-spec as the column internal liquid-vapor traffic
cannot sustain the separation.
The Implemented Solution
Cooling 900 m3/h of water from 39.5°Cto 36.5°C engaged a maximum 3,160 kW of refrigeration capacity, to be tuned (reduced) during night hours in order to
grant stable operations of the PP-Splitter.
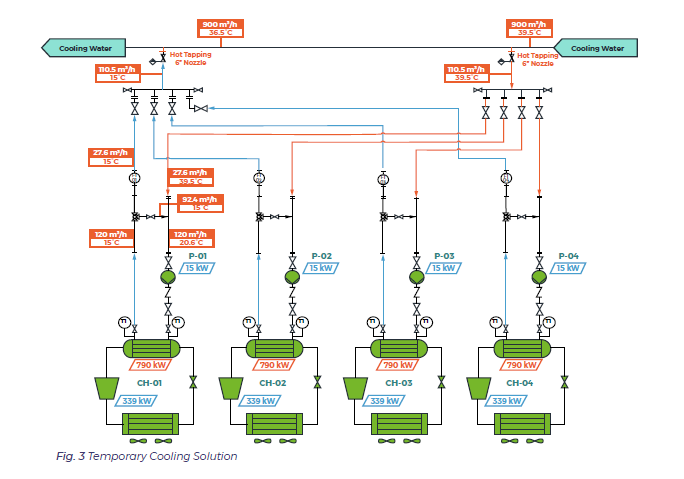
The cooling water feed line to E-02 had to be modified for extraction of 110.5 m3/h of water at max temperature of 39.5°C (see fig.3), refrigerated in four mobile air cooled chillers in parallel at 15°C and reinjected in the feed line to be mixed with the remaining hot Cooling Water and produce a stream at 36.5°C. Mechanical modifications consisted in two 6” valved nozzles.
Chillers set point was fixed at 15°C at all time, while the 3-ways-valves equipping each chiller provided control of the cooling water flow rate refrigerated in order to keep
the final cooling water stream at constant temperature: 36.5°C (day and night).
As the maximum refrigeration delivered by four chillers was 3,216 kW and the solution was modularly configured, the possibility to add a fifth chiller was maintained.
To avoid any modifications of the refinery electrical installation, the solution was powered by two mobile diesel generators (1,250 kVA) and a fuel tank with remote
monitoring, this allowed to supply just-in-time diesel. All working parameters (mainly water flow rate, temperatures inlet/outlet and final cooling water temperature) and motors status were constantly recorded and remotely monitored.
The implemented solution was fully automated and process-wise intrinsically safe, it did not required any operator presence. Each single electrical motor failure driving chiller compressor motors eventually translated in a 0.37°C temperature increase of the cooling water routed to E-02, each pump electric motor failure eventually translated in 0.75°C of the same cooling water, giving plenty of time for maintenance and repairs.
Conclusions
Propylene recovery yield was enhanced together with condensation capacity in the most critical hours of the day, propylene was on spec, at all times.
The solution (see fig.3) was engineered by Aggreko Process Services, mobilised, commissioned and started up in 8 weeks with no CAPEX involved, as it was a Leased
Engineered Temporary Solution: which is a new and unconventional approach to temporary process enhancement.
The improved delivery time schedule, project costs structure, benefits and performances make this approach an innovative alternative to CAPEX as it ensures at the same time high attention to Safety, Performance and Reliability to match the typical demand of the HPI industry.
Furthermore, the risks of economic and technical failures are mitigated as costs and benefits are synchronised and project duration is flexible.
This new approach opens the way to a new class of projects which allow customer to harvest on limited in-time market opportunities or mitigate utilities upsets, even though the relevant CAPEX does not surpass the economic test for approval.
About the author
As the Manager of Aggreko Process Services, Massimo Capra supports extensive geographies with his deep expertise in chemical process engineering from Europe, Russia, the Caspian area to Asia & Middle-East. Armed with more than
35 years of deep experience in the refining and chemical process industry, Massimo had delivered his expertise as
process and project engineering manager for various global Oil & gas and chemical companies such as AGIP, Foster
Wheeler Italiana, Tecnimont and Aramco Overseas Co. He is also a freelance process engineering consultant.
Massimo also offered his expertise with OPCW, having conducted more than 150 process assessments in various chemical facilities and was also awarded Certificate for Contribution in Nobel Prize Achievement 2013. Massimo earned his MS in Chemical Engineering from Politecnico di Torino (IT), MBA from Robert Kennedy College (CH), Lean 6 Sigma. Black Belt from BMGI (USA) and he is also a ISO9001 Lead Assessor (SGS NIL).